Velocidad de corte y de avance en fresadora CNC: como calcularlas fácilmente

¿Para qué sirve un compresor?
24 noviembre, 2020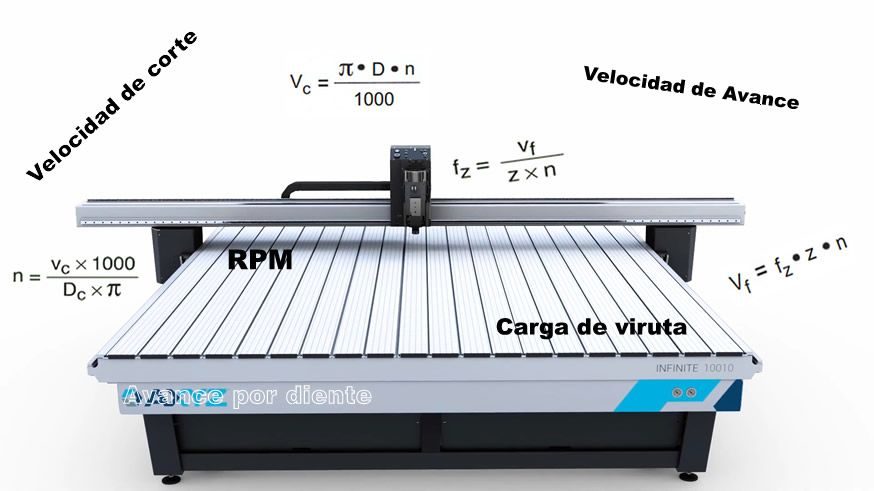
En este post vamos a hablar de conceptos como velocidad de corte, velocidad de avance, revoluciones por minuto (RPM), carga de viruta, y avance por diente en fresadoras CNC. O como dicen los anglosajones, de «Feeds and speeds«. Es decir, de los parámetros de mecanizado que necesitamos dominar para configurar nuestra fresadora o router CNC y obtener, junto a unas buenas fresas para CNC, unos resultados óptimos en nuestro trabajo.
Los conceptos y la teoría que vamos a exponer -fórmula de velocidad de corte, cálculo de velocidad de avance, etc…- sirven para cualquier combinación de herramienta y tipo de material.

Le enseñaremos como calcular de forma sencilla y rápida los valores de velocidad de corte y velocidad de avance. Al menos los iniciales. Luego dependerá de la robustez de cada máquina CNC, la calidad y afilado de la herramienta, y de la experiencia y buen criterio del operador, el ir afinando estos valores, para obtener resultados óptimos en productividad, encontrando el equilibrio entre la calidad final y el tiempo de fresado, y sin romper ninguna fresa….o al menos las mínimas imprescindibles.

Calculadoras de parámetros de mecanizado
Es cierto que existen muchas calculadoras de velocidades de corte y avances online pero además de centrarse habitualmente en fresado de metales y pocas en maderas y derivados, suelen estar en inglés y pueden parecer algo complejas de usar. Cuando trabajamos con madera y derivados, pensamos que no hace falta ser tan meticulosos, pues trabajamos con un material mucho más agradecido que los metales. Así que más adelante le vamos a recomendar un método bastante sencillo.

De todas formas por si es de los que usan las aplicaciones informáticas con soltura, le recomendamos algunas app para su uso en Tablet o móvil (android o IOS) , con cantidad de parámetros y otras muchas utilidades: Camcut , Vortex tools o FSWizard. O esta calculadora online para PC de GDP, o esta de Cutter-Shop, muy sencillas y por tanto fáciles de usar (aunque casi todas en inglés).
Parámetros de mecanizado necesarios
Estos son los parámetros que vamos a manejar:
| Parámetro | Definición | Unidades |
| n | Número de revoluciones ( RPM) | |
| D | Diámetro de corte | mm |
| Vc | Velocidad de corte | m/mn |
| fz | Avance por diente o Carga de Viruta | mm |
| Vf | Velocidad de avance | mm/mn (o m/mn) |
| Z | número de dientes | |
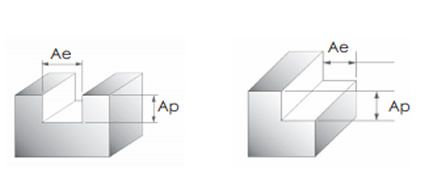
| ap | Profundidad de corte | mm |
| ae | Ancho de corte | mm |
Los valores de los datos de corte que indicaremos en el texto, en tablas o incluso los obtenidos con calculadoras (online o en apps para el móvil), son orientativos y no deben de tomarse como un parámetro fijo o de obligado uso. Son solo un punto de partida, basados en cálculos empíricos. De hecho, como verá, muchos valores no son absolutos, sino comprendidos en una horquilla que habrá que ir afinando con la experiencia y el buen oficio.
Por tanto, no nos hacemos responsables de las posibles averías o roturas que se produzcan por su utilización. La idea, es empezar siendo conservador y conforme se familiarice uno con su máquina y con sus herramientas de corte – y desgraciadamente tras alguna posible fresa rota-, ir ajustando los valores en nuestro software de control, ya sea Grbl, Mach3, Mach4,…. o uno propio del fabricante de la CNC.
Estos parámetros de corte por tanto también deberán ajustarse según la rigidez de nuestra máquina, la potencia y torque de nuestra fresadora (o nuestro router, husillo o spindle), y las características de nuestra herramienta de corte.
Por ejemplo, si la fresa lleva un recubrimiento, se pueden aumentar bastante las velocidades, hasta incluso doblarse.
También como sabemos, las fresas para CNC pueden ser de HSS, de carburo de tungsteno (Metal duro), de diamante PCD, de metalcerámica, o de otros materiales. Por lo general, a mayor dureza, se puede usar una velocidad de corte mayor. Pero suelen precisar una velocidad de avance menor. Del mismo modo, debemos reducir los valores si la fresa es de una serie larga o extralarga.

Y también deben de variar según el trabajo que realicemos sobre el material: no debería ser la misma para ranurar que para perfilar, etc… Una vez más, de inicio debemos ser conservadores para a partir de ahí ir aumentando los valores.
Si el fabricante es riguroso, nos dará incluso en sus tablas, valores de velocidad de corte para cada herramienta y para cada tipo de mecanizado. Si no es así, una regla que suele funcionar es reducir la velocidad de avance un 20-25 % para ranurar respecto al valor del fresado lateral. Y para el mecanizado de acabado, hay que reducirla todavía más, y además reducir la profundidad de corte.

Parámetros de corte para fresadora CNC
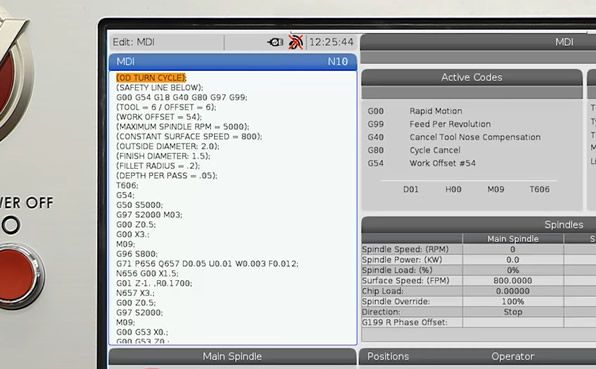
Con algunos conceptos clave bien entendidos, conocida nuestra velocidad de corte (orientativa o máxima), y utilizando las fórmulas adecuadas obtendremos las RPM que nuestro programa necesita saber (En GCode, el parámetro S). Otro cálculo rápido y estableceremos nuestra velocidad de avance (En GCode, el parámetro F). En definitiva, estos son los dos valores que debemos averiguar.

De forma práctica, sin embargo es mucho más sencillo basar todos nuestros cálculos en la carga de viruta (chip load) o avance por diente. Sobre todo si no disponemos de los datos del fabricante. A partir de ella, obtendremos el resto de parámetros. Siga leyendo y descubrirá como.
Pero primero vamos a definir los parámetros.
Velocidad de corte (Vc)
Es la velocidad a la que gira la herramienta -su filo- sobre la pieza. Se suele usar como unidad los metros por segundo (m/s). Es decir, los metros por segundo que recorre un punto del diente de la herramienta que realiza el movimiento de corte, como ocurre con la fresadora (pero también con la taladradora o la cepilladora, por poner otros ejemplos). Para su cálculo, si el movimiento de corte es circular, el punto será el más alejado del eje de rotación. O lo que es lo mismo, el diámetro exterior de la fresa.
Como vemos, la velocidad de corte Vc suele suministrarla el fabricante de la herramienta mediante unas tablas. La Vc recomendada o ideal, a No sobrepasar, variará según el material a cortar y también según el trabajo de mecanizado a realizar. Existe pues un límite, una velocidad máxima de corte a la que una herramienta específica puede trabajar para un material y un trabajo específico. Un poco más rápido y se comienza a calentar y rápidamente se desgasta.
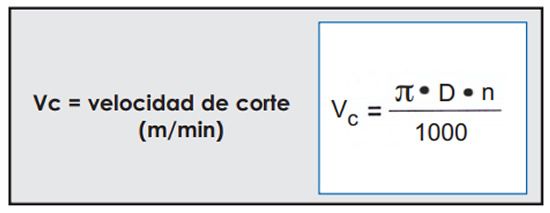
De esta fórmula, vemos con claridad que a mayor diámetro de la fresa, mayor velocidad de corte Vc, y a más RPM, también mayor velocidad de corte Vc. Debido a esta relación, podemos modificar la Vc jugando con el diámetro de la fresa y con las RPM del router.
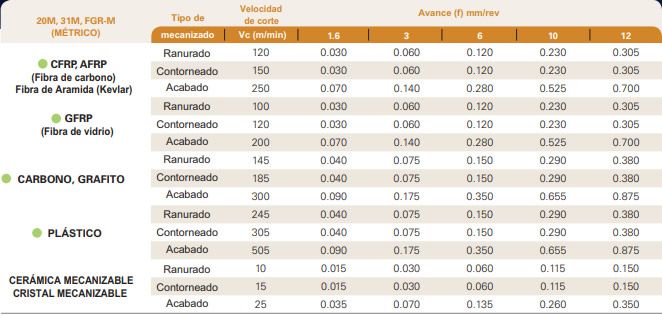
Por si no disponemos de los datos del fabricante, le damos unas Velocidades de corte orientativas, para fresas helicoidales de MD:
| Material | Vc (m/mn) |
| Madera dura | 400 |
| Madera blanda | 600 |
| Contrachapado | 600 |
| Aluminio | 350 |
| Plásticos | 250-600 |
Y por último:
- Una velocidad de corte demasiado alta
producirá:
- Rápido desgaste del filo de corte de la herramienta.
- Deformación del filo de corte, con pérdida de tolerancia.
- Mala calidad del mecanizado.
- Una velocidad de corte demasiado baja
provocará:
- Formación de filo de aportación en la herramienta.
- Una deficiente evacuación de viruta.
- Calentamiento excesivo y destemple de la fresa CNC.
- Baja productividad con aumento de los costos.

Revoluciones por minuto (RPM)
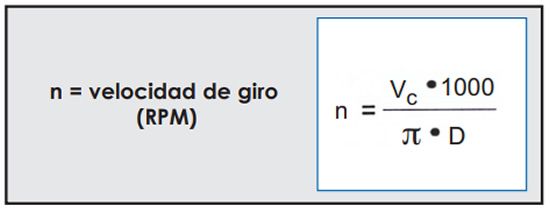
La velocidad del cabezal es simplemente nuestras revoluciones por minuto o RPM (el código S en nuestro GCode) o como de rápido gira nuestra máquina herramienta (fresadora, husillo, spindle…), cuantos giros completos (revolución) realiza un punto determinado de la fresa en un minuto (no confundir con Velocidad de corte, que es la distancia en un tiempo).
Lo habitual en máquinas CNC profesionales , suele estar entre 6.000 y 24.000 RPM.

Carga de Viruta o Avance por diente (fz)
Hay fabricantes, como Onsrud, que nos dan la carga de viruta o avance por diente de sus herramientas según el material a trabajar. Esta creemos es la estrategia más sencilla. Es la que recomendamos y vamos a seguir aquí. La explicamos un poco más adelante.
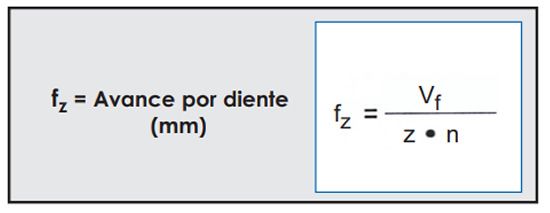
Por tanto, según esta fórmula, para aumentar la carga de viruta, podemos:
- Aumentar la velocidad de avance
- Disminuir las RPM
- Usar fresas de menos dientes
Para disminuir la carga de viruta:
- Disminuir la velocidad de avance
- Aumentar las RPM
- Usar más dientes
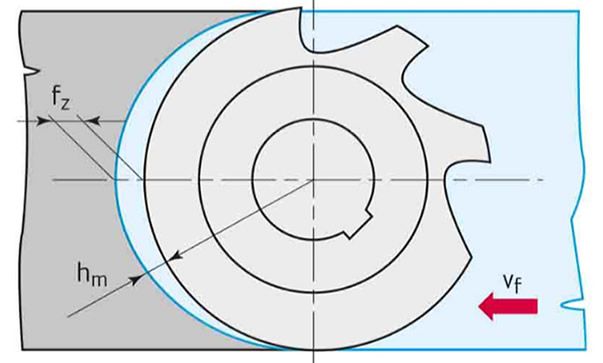
Para entender este concepto hay que imaginar lo que ocurre en el filo de la herramienta. La carga o ancho de viruta (“chip load” en inglés) es la cantidad o espesor del material que “arranca” cada diente, filo o labio de la herramienta de la superficie de la pieza en un giro completo. Y debe ser la adecuada, porque la viruta, además de representar el resultado del mecanizado realizado, cumple la función de refrigerar la herramienta al llevarse consigo el calor que se genera con el roce de la herramienta contra el material, ya sea madera, metal o plástico.

El tamaño y el grosor o espesor de dicha viruta depende de la combinación de la velocidad de rotación de la fresadora o husillo y del avance o del movimiento hacia delante de la herramienta de corte ( Vf ) dentro del material. En una herramienta de un solo diente, la carga de viruta es igual a la cantidad de material arrancada por un filo en una revolución o giro completo de la máquina.
La carga de viruta sería la misma en herramientas de varios dientes pero se repartirá entre ellos en cada corte por cada giro. Lo más importante es obtener las virutas del tamaño adecuado. Es decir que no nos vale ni el polvo ni las grandes astillas.
Efectivamente, esta viruta, más o menos grande, que arranca cada diente de la pieza en cada giro, además de dejar el espacio en nuestro material obteniendo así el trabajo deseado, se lleva consigo el exceso de temperatura producido por la fricción entre el carburo de la fresa y la madera. Tan es así que si hemos configurado bien los parámetros de corte, la refrigeración de la herramienta es tan buena que al finalizar el corte debe de estar casi a temperatura ambiente.
De hecho, comprobar esto es un buen test para saber si estamos trabajando con las velocidades de corte y de avance adecuadas. Si no es así y la fresa sufre un exceso de temperatura, se destemplará o se dilatará y realizará un mal corte o incluso se romperá.
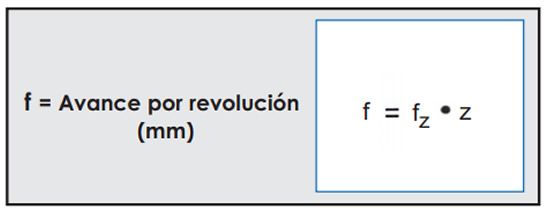
NB: Para brocas, hablamos de avance por revolución:
Velocidad de avance (Vf)
También la verá como Avance de mesa o avance de mecanizado. Es la longitud recorrida por la herramienta a lo largo de la superficie de la pieza en un tiempo determinado. Se suele expresar en milímetros por minuto (mm/mn), y dividiendo por 1000, en metros por minuto (m/mn) ( y si dividimos por 60, en metros por segundo).
Para brocas, hablamos de velocidad de penetración ( Vf=f x n)
Muchos de los problemas trabajando con fresas para CNC ocurren porque como ya hemos comentado, una desequilibrada relación entre el avance y revoluciones del husillo, produce un mal acabado o, en el peor de los casos, el destemple y posible rotura de la fresa.

La velocidad de avance excesiva da lugar a:
- Mejor control de la producción de viruta
- Tiempo de corte menor
- Menor desgaste de la herramienta
- Riesgo más alto de rotura de la herramienta
- Elevada rugosidad superficial del mecanizado
La velocidad de avance baja da lugar a:
- Virutas más largas
- Mejor calidad del mecanizado
- Desgaste acelerado de la herramienta
- Mayor tiempo de mecanizado
- Mayor coste del mecanizado
Para calcular el avance del mecanizado ( el valor de F en nuestro Gcode) , usaremos esta otra fórmula:
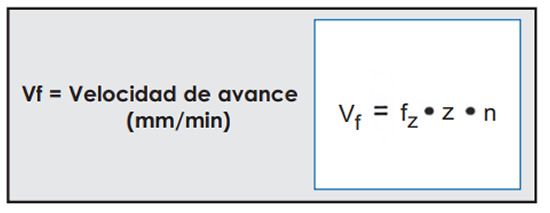
Como vemos , está relacionado tanto con las RPM calculadas previamente como con el avance por diente de la herramienta (fz). Este es un dato que también debería suministrarnos en las tablas el fabricante, al igual que la velocidad de corte, como hemos mencionado anteriormente.
Es decir que una herramienta de fresado además de calidad y buen afilado, debería servirse con su velocidad de corte y su avance por diente para los diferentes materiales a fresar (Vc y fz) e incluso para diferentes mecanizados en esos materiales (corte, ranurado, perfilado,…).

NB: En general para fresas en V (para grabado) en cualquier material:
Z1 : 100 mm/mn y Z2: 200 mm/mn
Profundidad axial o profundidad de pasada (ap)
Por supuesto, la profundidad de pasada influye en nuestros cálculos. Cuanto menos profunda, más segura, pero también nos obliga a realizar más pasadas, aumentando por tanto nuestro tiempo de trabajo.
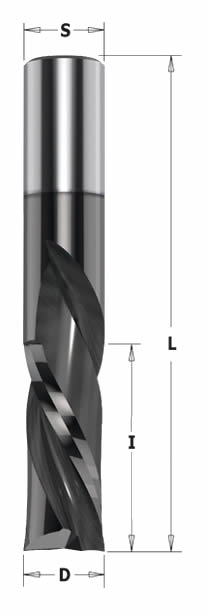
La regla práctica para conseguir la máxima profundidad de pasada sin riesgo de romper la fresa es de NO superar el valor más pequeño de una de estas dos medidas:
-La altura máxima del corte (LC o I ) (A veces denominado ancho de corte axial, pero que es un concepto diferente al ancho de corte entendido como profundidad de corte radial ae)
o
-El doble del diámetro del mango y/o del diámetro de corte de la fresa ( S o D )
Más adelante, tiene unas tablas con unas cargas de viruta orientativas, y están ajustadas para cuando la profundidad de corte es igual al diámetro de corte de la fresa. Para cortes más profundos, debemos de realizar ajustes: si queremos profundizar dos veces el diámetro de la fresa, reduzca en un 25% la carga de viruta, y si quiere profundizar 3 veces el diámetro (un poco arriesgado pero posible con buenas herramientas y máquinas), reducirla en un 50%.
Asimismo, si queremos aumentar la profundidad de pasada, es decir aumentar el tamaño de la viruta, con una fresa del mismo diámetro, debemos reducir la velocidad de avance en la misma proporción (o aumentar las RPM).
O si nuestra máquina no llega a la Velocidad de avance requerida, y es por tanto más baja, podemos disminuir las RPM para seguir teniendo la misma carga de viruta. El problema viene si nuestra fresadora pierde torque a bajas RPM. En este caso, podríamos disminuir el número de filos de la fresa para seguir manteniendo la carga de viruta adecuada con esa velocidad de avance algo más baja.
Ya sabe, a más filos, mayor velocidad de avance para la misma carga de viruta
Hay fabricantes como los italianos de CMT que nos muestran gráficamente, para unas RPM estándar, los ajustes de la Vf según la profundidad de corte.
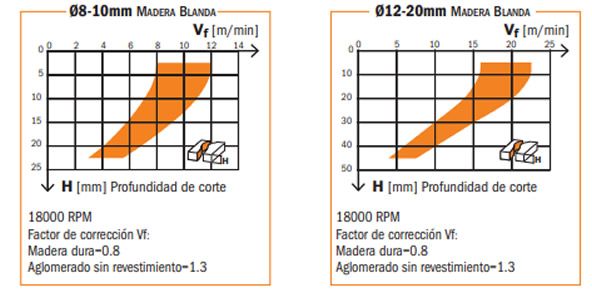
Como es lógico, al aumentar la profundidad de corte, debemos disminuir la velocidad de avance.
Ancho de corte o Profundidad radial (ae)
Ya hemos comentado previamente que debemos reducir la velocidad de avance un 20-25 % para ranurar respecto al valor del fresado lateral.
El ancho de corte de una fresa helicoidal viene dado lógicamente en función del diámetro de la misma.
Tanto el ancho de corte como la profundidad de pasada van a depender mucho de la robustez de nuestra CNC. En máquinas profesionales o de gran tamaño no deberíamos tener problemas, pero en las pequeñas o medianas- por no hablar de las pequeñas -o no tan pequeñas- CNC DIY o de hobby- este puede ser un hándicap importante.

Ya hemos comentado la regla práctica para elegir la profundidad de pasada. Con respecto a la profundidad radial resulta más difícil aplicar reglas fijas. El valor ideal va depender mucho de diferentes variables, como el tipo de fresa, el tipo de material a trabajar, el nivel de acabado deseado, etc…
En un trabajo de ranurado el ancho de corte será el del diámetro de la fresa.
Pero si perfilamos o contorneamos si podemos aconsejarle que el ancho de corte o profundidad radial sea entre el 60 y 75 % del diámetro de la fresa.
Ejemplo: Para un ancho de 70 mm es recomendable usar una fresa de 100 mm. A la inversa, si disponemos de una fresa de 80 mm de diámetro le recomendamos realizar pasadas de unos 60 mm de ancho aproximadamente.
Cálculo si tenemos los datos del fabricante
Ya hemos comentado que habitualmente los fabricantes nos dan los datos de velocidad de corte y de carga de viruta en sus tablas o datasheets.
Utilizaremos las fórmulas, pues tendremos los datos que necesitamos. La velocidad de corte suele suministrarla el fabricante de la herramienta. El otro dato que debería darnos el fabricante es el de la carga de viruta o avance por diente (fresas) o revolución (brocas).
Insistimos: los fabricantes serios deberían servir sus herramientas con sus velocidades de corte y su avance por diente para los diferentes materiales (Vc y fz ) y mejor si nos los dan desglosados para diferentes trabajos de mecanizado en esos materiales (corte, ranurado, perfilado,…).

O mejor, incluso hay fabricantes que directamente ofrecen las RPM y la Velocidad de avance para que no tengamos ni que calcularlas. Algunos datasheet simplemente darán una velocidad de avance para todas las condiciones de corte. Pero muchos nos darán al menos dos posibilidades. Una para ranurar y una para fresado lateral.
Con estos datos, llegar a nuestra velocidad de avance requiere dos sencillos pasos:
- De nuestra velocidad de corte Vc, con la fórmula que las relaciona, obtenemos las RPM con las que trabajar.
- Con esas RPM, y con la fórmula correspondiente, obtenemos la Vf .
¿Pero que ocurre si no tenemos esos datos? Vamos a ello…

Como calcular la velocidad de avance si NO tenemos datos del fabricante
Si no disponemos de las condiciones de corte de nuestra herramienta, siempre podemos echar mano de alguna tabla de otro fabricante que tenga fresas similares (diámetro, número de filos, material, recubrimiento,…), y usar sus velocidades de corte y avance por diente.
Pero si queremos hacerlo creemos que más rápido y de forma más sencilla, es mucho mejor basar todos nuestros cálculos en la carga de viruta (chip load) o avance por diente. A partir de ella, obtendremos el resto de parámetros.
Usaremos una tabla con cargas de viruta orientativas (en mm) y la fórmula que le ofrecemos automatizada en el Excel de parámetros de corte de TECNOCORTE. En ella hay unas instrucciones para su correcto uso.
Recuerde que estos valores de velocidades de avance obtenidos son sólo un buen punto de partida. La horquilla de valores se debe al hecho de que diferentes fabricantes de brocas de carburo dan cargas de viruta ligeramente diferentes. Esto en gran medida es por la propia geometría de la fresa. Las variaciones de todas formas son pequeñas entre uno u otro fabricante. Le sugerimos utilizar este rango como un comienzo y ajustar para encontrar el valor óptimo. Tal vez empezar por un valor en medio de la horquilla. O si es un trabajo, material o herramienta nueva para usted, quizás empezar por valores bajos e ir subiendo segun las pruebas que vaya haciendo.
Tablas de avance por diente o carga de viruta, en mm
| D fresa (mm) | Madera dura | Madera blanda/ Contrachapados | DM/MDF | Aglomerados/Laminados HPL | Fenólicos duros |
| 3 | 0,06-0,13 | 0,10-0,15 | 0,09-0,18 | 0,07-0,13 | NA |
| 6 | 0,14-0,28 | 0,2-0,33 | 0,18-0,41 | 0,16-0,30 | 0,12-0,30 |
| 9 | 0,29-0,46 | 0,4-0,51 | 0,35-0,58 | 0,31-0,46 | 0,17-0,45 |
| 12 y + | 0,4-0,54 | 0,53-0,59 | 0,5-0,69 | 0,42-0,64 | 0,27-0,56 |
| D fresa (mm) | Plásticos blandos | Plásticos duros | Composites/Superficies sólidas | Acrílicos/Metacrilato | Aluminio |
| 3 | 0,08-0,15 | 0,05-0,10 | 0,05-0,10 | 0,08-0,13 | 0,08-0,10 |
| 6 | 0,18-0,26 | 0,15-0,23 | 0,15-0,23 | 0,20-0,25 | 0,13-0,18 |
| 9 | 0,25-0,31 | 0,20-0,26 | 0,20-0,25 | 0,25-0,30 | 0,15-0,20 |
| 12 y + | 0,30-0,41 | 0,25-0,31 | 0,25-0,30 | 0,30-0,38 | 0,20-0,25 |
NB: Puede descargarlo y hacer con él, lo que quiera. Solo le pedimos que si lo comparte, nos cite o nos enlace (www.tecnocorte.com). Se lo agradecemos por adelantado.
Estos valores de carga de viruta son para una profundidad de corte igual al diámetro de la herramienta. Si la profundidad es mayor , ya sabe: Si es el doble, reducir Fz un 25 % y si es el triple, reducirla un 50%.
Nota: No todas las máquinas están construidas iguales. Esto significa que es posible que su máquina no pueda cortar a las velocidades obtenidas debido a las características de los servomotores o motores paso a paso, o a los bajos HP del husillo/router. Tenga cuidado al probar las nuevas velocidades de alimentación. Una vez más estamos obligados a recordarle que no nos hacemos responsables de la rotura de las fresas. Estas cargas de viruta las hemos encontrado en tablas de empresas fabricantes de herramientas. En cualquier caso, esperamos que encuentre de utilidad esta “calculadora”.
Para obtener la Carga de viruta recomendada podemos subir y/o bajar bien las RPM o bien la Velocidad de Avance, pero hay 2 limitaciones:
- Fresas largas o muy pesadas/anchas, tienen indicadas unas RPM máximas a NO sobrepasar. Si lo hacemos la fresa cogerá inclinación (problema de carga centrifuga)
- Nuestra CNC puede no manejar altas Velocidades de avance por su rigidez/tamaño, motores…. o nuestra fresadora puede no manejar bajas RPM por falta de potencia (problema de torque)
En ambos casos en resultado del trabajo será malo, o peor…. se romperá la fresa o se dañara la máquina CNC (¡¡ Y el operario!!)

Como optimizar la Velocidad de avance
Empezar con la velocidad de avance más conservadora, como hemos explicado en los párrafos anteriores. Ir subiéndola utilizando incrementos porcentuales (override) por ejemplo de 10 en 10% hasta que o bien el acabado conseguido empiece a no ser bueno debido a las vibraciones de la fresa o bien la CNC no pueda mantener la velocidad debido a que existan cortes de radio muy pequeños en la pieza. En ese momento bajamos al 90 % del valor alcanzado y esa es posiblemente nuestra velocidad de avance máxima para nuestra maquina y para esa pieza y ese trabajo.
Luego vamos bajando las RPM de la fresadora hasta que veamos que de nuevo el acabado es de mala calidad. Aumentamos un poco esas RPM, y acabamos de encontrar el punto de perfecto equilibrio entre la máxima productividad y la mayor duración de la herramienta de corte.

Esto lo haremos solo una vez, por cada trabajo específico con ese material y con esa determinada fresa. Y lo anotamos, memorizamos o lo grabamos en nuestro programa de software de control de la CNC. Para usarlo siempre que hagamos ese tipo trabajo.
Como aumentar la productividad
Cuando la carga de la viruta es la adecuada, lo primero es ajustar la velocidad de avance. Este es el factor clave para la productividad. Si la velocidad de avance está maximizada, teniendo en cuenta la configuración de la pieza, la capacidad de la fresadora, los límites de software o las limitaciones de la máquina, entonces la velocidad del husillo (RPM) debe reducirse. Esto hace dos cosas: Aumenta el grosor de la viruta y reduce el número de veces que el filo toca el material.
Este segundo factor pensamos es el más importante a la hora de prolongar la vida útil de las herramientas. Se dice que podría aumentarla entre un 15 y un 20 %. También reduce la temperatura del rodamiento del husillo al reducir el calor transmitido.
Recuerde: La mejor combinación, la más eficiente y productiva y que alarga la vida de la herramienta sería la de la máxima Velocidad de alimentación posible con las menores RPM.
En definitiva, todo el proceso de maximización de avances y velocidades prolonga la vida útil de la herramienta y reduce el coste de las piezas, al reducir significativamente los ciclos de trabajo, los afilados y los recambios.
El método de la experiencia: escuchar y medir
Por supuesto para encontrar nuestra velocidad de avance óptima también existe el que podríamos llamar método empírico o de la experiencia: escuchar a la máquina mientras corta y revisar el acabado conseguido, midiendo con un calibre el tamaño y grosor de las virutas que vamos obteniendo.
Podemos empezar con valores conservadores: por ejemplo 10.000 RPM y 2500 mm/mn, para una profundidad de corte de la mitad del diámetro de la fresa. A continuación, aumentar y/o disminuir la velocidad de avance hasta que «sintamos» que la fresa está cortando correctamente y el acabado es el deseado. Luego ajustar RPM, etc….

Se nos quedan muchas más cosas en el tintero de las que hablar a la hora de configurar una máquina CNC, pero el post ya está siendo demasiado extenso. Sobre velocidades de corte , de avance, carga de viruta, etc… se podría hablar más extensamente pero pensamos que lo básico está cubierto con estas líneas. Déjenos su comentario si desea que tratemos este tema en más detalle en otro post.
Esperamos que este post y nuestra hoja de cálculo le sirvan de ayuda para sacar el máximo rendimiento a su fresadora CNC. En TECNOCORTE somos especialistas en fresas para CNC. Si desea más información, no dude en ponerse en contacto con nosotros bien a través de nuestro formulario de contacto, bien por email info@tecnocorte.com , bien directamente llamándonos al teléfono 965287771.



{kind=link}