Piso de madera: producción y fabricación

Producción de puertas de entrada e interior
14 enero, 2018
Sierras escuadradoras: consejos prácticos de corte
10 abril, 2018
Fabricación y producción de parquet de madera maciza, parquet multicapa y tarima laminada.
Entre los distintos elementos del diseño de interiores, la fabricación de un piso de madera ocupa un lugar importante, pues es lo primero en que fijamos la vista al entrar a un cuarto.
El parquet es un diseño especial de piso de madera.
Debido a los diferentes diseños y procesos de manufacturado se puede distinguir entre dos categorías:
- Parquet de varias capas
- Parquet de madera maciza
 La técnica de herramienta de corte para la producción de parquet y pisos laminados o de madera maciza se ocupa no solamente de la geometría de corte y materiales de corte, sino también del arrastre de virutas.
La técnica de herramienta de corte para la producción de parquet y pisos laminados o de madera maciza se ocupa no solamente de la geometría de corte y materiales de corte, sino también del arrastre de virutas.
 Para ello se utilizan las herramientas y juegos en ejecución DFC. Mediante la técnica DFC las virutas son separadas y dirigidas de tal manera que son alejadas sin impedimentos de la pieza de trabajo y del ámbito del corte de la herramienta.
Para ello se utilizan las herramientas y juegos en ejecución DFC. Mediante la técnica DFC las virutas son separadas y dirigidas de tal manera que son alejadas sin impedimentos de la pieza de trabajo y del ámbito del corte de la herramienta.
Así se causa un menor desgaste de los cortes al evitar la trituración múltiple y se alarga la duración de la herramienta.
La calidad del producto es mejorada al evitar marcas por viruta y daños a los cantos delicados de la pieza de trabajo.
¡¡La viruta!!
Adicionalmente se reducen los costos de reparación de la máquina al alargar la vida útil de los componentes. Se aumenta la productividad al reducir los tiempos improductivos de limpieza y reparación de la maquina. Y se logra una mejor disponibilidad al aumentar la certeza de producción.
Para aumentar la potencia de aspiración y el grado de colección de viruta, los grande fabricantes de herramientas han desarrollado diagramas de flujo de virutas que permiten optimizar la construcción de las capotas de aspiración.
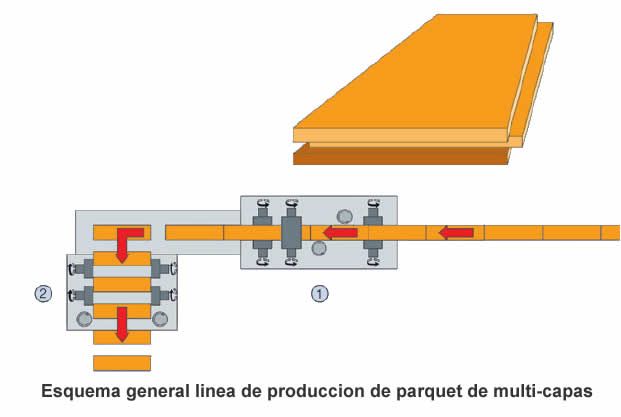
 La elaboración de parquet macizo tipo “FRIESE” se lleva a cabo en dos maquinas concatenadas generalmente dispuestas en posición perpendicular una a la otra.
La elaboración de parquet macizo tipo “FRIESE” se lleva a cabo en dos maquinas concatenadas generalmente dispuestas en posición perpendicular una a la otra.
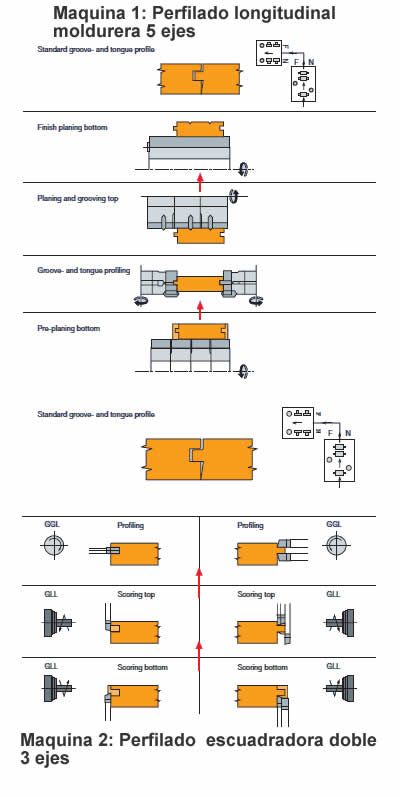
La maquina 1 es una moldurera de 4 caras, la maquina 2 es una escuadradora doble para la elaboración transversal.
El proceso esquemático de elaboración se presenta en las siguientes ilustraciones.
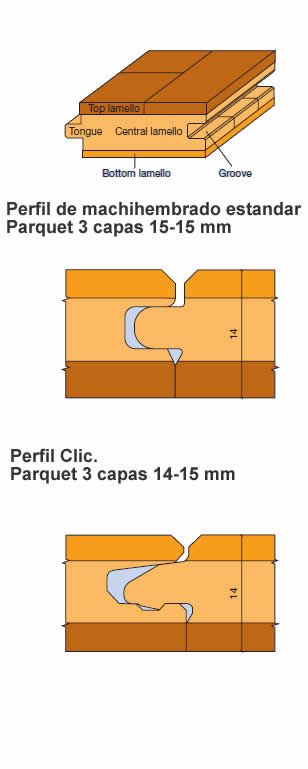
Parquet de capas múltiples (madera maciza)
Esencialmente se distingue según la demanda del mercado entre perfiles estándar de machihembrado y perfiles “ Clic ” para ensamble sin cola.
 Como por ejemplo se muestra una línea de producción compuesta de sierra circular, una maquina para perfilar longitudinalmente y otra para perfilar transversalmente.
Como por ejemplo se muestra una línea de producción compuesta de sierra circular, una maquina para perfilar longitudinalmente y otra para perfilar transversalmente.
Producción de listones – corte fino
Corte fino y sierras circulares para madera extremadamente finas – palabras que no solamente prometen mucho, sino que convencen por sus beneficios ecológicos y económicos.
Pero como con todo los productos de alta tecnología es importante el uso correcto.
El ancho de corte de las sierras circulares de corte fino se reduce hasta 1,2 mm, mediante la utilización de la tecnología de corte fino se reduce el desperdicio de material a cortar grandes volúmenes, se mantiene la consistencia de medidas de los listones y se alcanzan mayores rendimientos.
Los campos de aplicación de las sierras circulares de corte fino van desde el corte de grandes volúmenes de madera hasta la producción de tiras finas de maderas exóticas, son posibles anchos de corte de 1,2 a 2,5 mm.
Producción horizontal de listones
El ancho de corte se reduce a 1,2 mm – 1,4 mm, al aumentar la velocidad de avance a 40 m/min se alcanza una calidad de corte de acabado.
Los pisos laminados son muy populares, las superficies resistentes al desgaste y la variedad de la capa de decoración en un gran espectro de aplicaciones.
Los sistemas de herramientas de corte de los mas prestigiosos fabricantes de herramientas permiten la producción de pisos laminados resistentes al desgaste de varias capas con la misma alta calidad sin tiempos de espera por herramientas.
Material
Los pisos laminados están listos para colocar con un perfil de machihembrado y una capa de superficie altamente resistente al desgaste.
Como centro sirve generalmente MDF, HDF o aglomerado revestidos directamente con paneles decorativos impregnados con resina de melamina o con un laminado de alta presión HPL.
La capa decorativa es protegida contra daños mecánicos y térmicos por un revestimiento transparente.
La alta resistencia a rayones y desgaste de este revestimiento se logra por gránulos de oxido de aluminio.
Capas similares de protección se utilizan también para parquet de chapa, en laca se mezclan partículas de oxido de aluminio y se aplican en el recubrimiento liquido sobre superficie de madera.
La capa de laminado para el piso de madera es el primer factor de desgaste, la capa de 0,1 mm de revestimiento con los pequeños gránulos de oxido de aluminio es muy abrasivo y causa muescas en el corte de la herramienta.
El desgaste de los cortes por el material de centro es comparativamente insignificante.
Perfiles
Los sistemas de colocación libres de cola se han impuesto en el mercado, los ensambles en el piso de madera de machihembrado estándares ya casi no se producen o se producen en pequeñas cantidades.
Los perfiles de Clic de encaje rápido están patentados en casi todos los países y son fabricados bajo licencia, por ello se recomienda estudiar la situación de derechos de patentes en el país antes de comenzar la fabricación de perfiles Clic.
Para la fabricación de perfiles Clic se necesitan generalmente mínimo de 4 a 5 estaciones de elaboración en la maquina, la secuencia y tipo de proceso dependen del perfil y requieren un análisis cuidadoso.
Hoy en día las líneas de producción operan a velocidades a velocidades de avance de hasta 200 m/min en 2 o 3 turnos, y la mayor parte de los perfiles son de tipo Clic.
Dentro de las máquinas el desgaste es muy alto debido al constante batimiento del polvo de oxido de aluminio del revestimiento. Esto significa mayores costos e interrupciones improductivas para el servicio.
Evacuación de viruta.
El empleo de la novedosas técnicas de herramientas, en combinación con capotas de aspiración adecuadas, puede alargar la vida útil de las partes expuestas de la maquina en más de un 100%.
Estas herramientas especiales son sumamente eficaces. Gracias a las geometrías que consiguen dispersar un importante flujo directo de la máquina hacia la apertura de la capota de aspiración.
Estas herramientas funcionan como un ventilador, mediante estos efectos de evacuación la herramienta apoya a la extración de tal manera, que se necesita notablemente menos potencia de aspiración.
En combinación con las capotas de aspiración desarrolladas por las grandes compañías de fabricación de herramientas, estas capotas pueden capturar las virutas en casi un 100%.
Un efecto adicional: aun con altas velocidades de avance se puede reducir el numero de dientes de las herramientas en un 50% con estas geometrías y con las capotas de aspiración diseñadas específicamente para este propósito.
Herramientas
El criterio de rendimiento para la herramienta es primeramente la calidad del canto del laminado. En otras palabras la falta de astillamiento en el revestimiento.
Esto solamente se puede lograr con cortes suficientemente fluidos. Para ello se utilizan herramientas con cortes de diamante monocristalino ( DM ), diamante de vapor químico ( CVD ) o diamante policristalino.
El contorneado del canto de laminado en el lado macho es el paso más difícil del procesamiento en términos de vida y aprovechamiento de la herramienta.
La eficiencia de un sistema de herramientas se mide en este punto. El fabricante de herramientas de corte LEITZ ha desarrollado una herramienta para este fin.
Debido a que el ámbito de ajuste esta limitado por el macho, están dispuestas 3 filas separadas de dientes de la herramienta. Estas son así utilizadas una después de otra. Por cada fila son posibles 8 ajustes.
Con 3 filas se logran asi 18 rendimientos individuales, en la ejecución en tándem. En esta, se colocan dos de estas herramientas como juego una sobre otra en el mismo husillo. Así se logran 36 ajustes sin cambio de herramienta.
Herramientas de corte con diamante monocristalino
El diamante monocristalino ( DM ) es mas duro y resistente al desgaste que el diamante policristalino.
Hoy en día se prefieren las herramientas con los cortes de diamante monocristalino en las líneas de producción de altas velocidades debido a sus largos rendimientos.
En comparación con la herramientas con pastillas DP las herramientas DM alcanzan rendimientos hasta 10 veces mas largos.
Las herramientas con cortes DCV están en cuanto al rendimiento entre las de DM y las de DP. En realidad cada fabricante de pisos de madera debería aprovechar esta ventaja y utilizar herramientas DM en sus equipos,¡¡¡ pero la cosa no es tan fácil !!!
- Las herramientas DM son considerablemente mas caras que las herramientas de DP o CVD.
La técnica de afilado requerida no esta requerida en todos los países.
- Los cortes DM no están disponibles en todos los tamaños. Las medidas más comunes permiten anchos de corte de 3 mm y altura de pastillas de 2,5 mm. Pastillas mayores solamente se consiguen en cantidades limitadas. Adicionalmente, el precio aumenta claramente con el aumento del tamaño de la pastilla.
Herramientas CVD
Con el material de corte CVD se trata de un diamante libre de matriz aglomerante, a diferencia del DM los cortes CVD están disponibles en cualquier tamaño.
Los cortes CVD son erosionables y por ello ser erosionados y reafilados en maquinas afiladoras de diamante convencionales.
Adaptadores
Los materiales de corte de diamante DM, CVD, DP son susceptibles a los golpes.
Por ello es obligatoriamente necesario un alto balance de las herramientas para evitar vibraciones y el peligro de quebraduras de los cortes.
Ademas del balance es importante una mínima tolerancia axial y radial. Para que así todos los cortes de una herramienta impacten lo mas uniformemente posible en el material de trabajo y produzcan una superficie pareja.
HF-System de Leitz.
Leitz ha desarrollado en colaboración con fabricantes de maquinas y motores un adaptador estándar especial para dar mas alta calidad de acabado, la mayor comodidad de uso y alta seguridad de herramienta en el proceso de mecanizado.
Se trata del Hydro-Format de Leitz, abreviado HF-System.
La sujeción centrante sin juego del elemento hidráulico en combinación con el husillo de motor de alta precisión y la mas moderna técnica de afilado, permite tolerancias radiales y axiales de menos de 0,02 mm. Además mantienen balances reproducibles de G 2,5.
Para el proceso de trituración se dan las siguientes ventajas económicas:
-Los cortes de una herramienta se reparten el trabajo equitativamente y consecuentemente se desgastan uniformemente.
-El resultado es una alta calidad de elaboración y un alto rendimiento de la herramienta.
-La alta calidad de balance produce una marcha de la herramienta libre de vibraciones. Esto significa una mayor seguridad del proceso. Así, los cortes de la herramienta, especialmente aquellos de DP, se desgastan por abrasión y no son dañados prematuramente por quebraduras.
Elaboración en maquinas continuas
El mecanizado es determinado en gran parte por los materiales y su composición. Leitz se ha enfrentado al tema y ha desarrollado un proceso de elaboración con el cual se puede maximizar la calidad y al mismo tiempo reducir los costos.
Los criterios mas importante son:
- División del perfil en pasos individuales de procesamiento.
- Selección de herramientas y adaptadores adecuados.
- Servicio en el sitio y mantenimientos de las herramientas.
El proceso de producción sugerido garantiza una alta disposición de herramientas. Esto se logra al montar las mismas herramientas en la máquina para elaboración longitudinal y transversal. Y estas pueden ser intercambiadas a discreción.
Esto elimina los cuellos de botella y reduce el inventario de herramientas.
En el proceso se divide el perfilado en pasos individuales. De tal manera que se logra un máximo aprovechamiento del rendimiento de las herramientas de diamante en las diferentes capas de laminado.
En líneas de trabajo continuas es importante reducir los tiempos de montaje y ajuste. Por ejemplo para las herramientas de machihembrado.
El aspecto económico consiste en minimizar los costos de elaboración y simultáneamente aumentar el grado de utilización de los equipos. Y sin tiempos muertos debidos a cambios de herramientas.
Rentabilidad
- Menores costos de producción por metro cuadrado.
- Corto periodo de amortización de la inversión.
- Mayor compatibilidad por mejor calidad de producción con menores costos de producción.
- Mayor productividad de los equipos debido a tiempos de espera reducidos.



{kind=link}