Disco corte madera: estudio para medir el nivel de ruido

Fresas para madera: fresadora cnc
21 octubre, 2018
Información técnica para fresas de mango en fresadora para madera y cnc
7 diciembre, 2018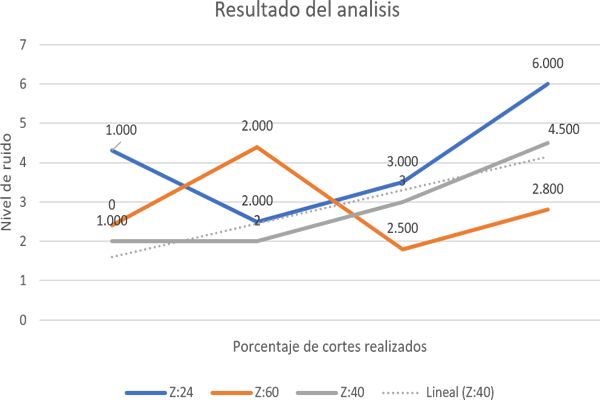
Introducción al análisis.
Parámetros a tener en cuenta: impacto del nivel de ruido, cantidad de número de dientes al cortar y desgaste del filo de las placas de corte, en el disco corte para madera.
Esta prueba fue realizada con piezas de madera de haya cruda con dimensiones de 25 x 100 x 1.000.
Fueron necesarios dos afilados durante las pruebas que hicimos.
Los discos de madera estaban fabricados con puntas de carburo de tungsteno de (24, 40, y 60 dientes).
Los diámetros de los discos de corte eran idénticos (D = 250 mm), en las geometrías de corte, el ángulo de incidencia y la forma de diente (α = 15 °, β = 60 °, γ = 15 °).
Los discos de sierras circulares son universales y estándares en la mayoría de los fabricantes de herramientas de corte para madera.
Así, para esta prueba se seleccionaron los discos de corte para madera del mismo fabricante.
No se cambiaron durante el proceso de corte, ni la velocidad de corte (vc = 62 m / s) ni la fuerza de avance (Fp = 75 N).
Al final, los resultados sugieren que el número de dientes de la hoja de la sierra circular es un factor bastante importante. Este afecta al nivel de ruido de la hoja de sierra durante el corte.
Introducción.
Los discos de corte para madera se utilizan en muchas industrias diferentes. Y para innumerables aplicaciones.
Como resultado del uso del disco para cortar madera, existe un riesgo inherente para los oidos de los trabajadores que se encuentran cerca de las maquinas. Y es que estos producen una calidad y cantidad de ruido especialmente molesto.
Los fabricantes de máquinas sierras circulares, ingletadoras, etc. tienen la obligación, según ley, de adoptar todas las medidas posibles para reducir las emisiones sonoras de las maquinas a través de medios de ingeniería.
La dirección de las empresas también debe asegurarse que los trabajadores que están actuando cerca de una maquina con un disco corte madera estén aislados de los peligrosos ruidos de la sierra.
Como mínimo deberán de suministrar cascos para la insonorización.
En ciertos discos para cortar madera, el nivel de ruido se puede reducir a menos de 85 dB (A). Esto ayuda a proteger a los operarios de posibles lesiones auditivas.
El corte de madera con un disco sierra circular juega un papel muy importante en Industrias de transformación y muebles (Koch 1985). .
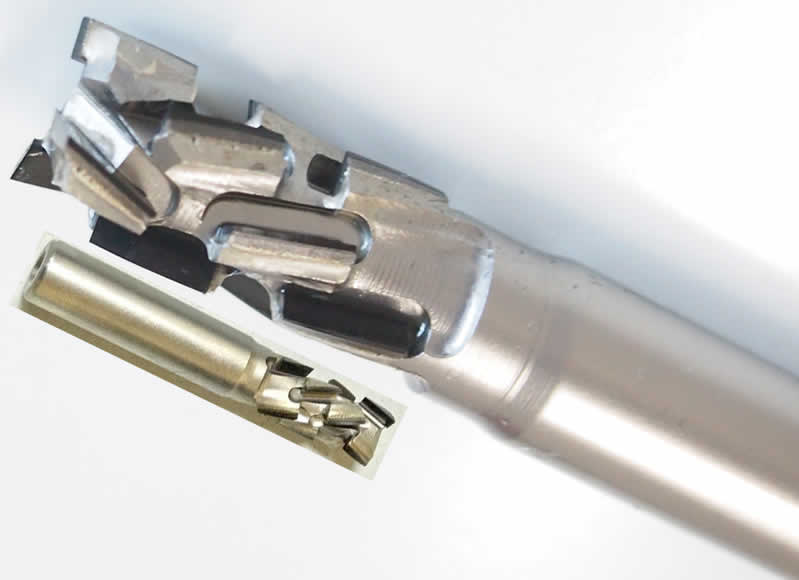
El tipo de herramienta de corte más utilizado.
Para el corte de madera y materiales derivados y basados en ella es, sin duda, una sierra de disco para madera o también llamado hoja sierra circular (Fig.1)
Los discos de este tipo están diseñados para máquinas como las sierras circulares portátiles, sierras de ingletar, sierras radiales, máquinas combinadas o sierras escuadradoras, entre otras.
La mayor ventaja del proceso de corte con un disco de corte circular con placas de metal duro es que se pueden alcanzar altas velocidades de corte (hasta 100 m / s) (Prokeš 1980; Plester 1985).
Discos utilizados.
Al final, utilizamos un disco de corte para madera con la hoja de sierra circular sin ranuras antirruido, con el cuerpo totalmente plano.
Otro disco con juntas de dilatación y otro con juntas de dilatación + tapón de cobre rectificado por las dos caras. Por cierto,proceso que casi ningún fabricante utiliza, pero que es muy eficaz.
Observaciones:
Además, la fabricación y el mantenimiento de la hoja de sierra circular son simples en comparación con otras herramientas de corte.
Por ejemplo, comparado con una sierra de cinta para madera, una fresa para madera o una broca helicoidal, entre otras.
También, el cambio y configuración del disco de corte para madera o aluminio es rápido y simple. Solo será necesario aflojar la tuerca, colocar su disco de corte y bloquear de nuevo.
En la mayoría de las máquinas de corte, la hoja de sierra circular de corte se sujeta sobre 2 platos. estos deberían ser de 1/3 el diámetro del disco de corte.
Por ejemplo: en un disco de corte de diámetro 300 mm, los platos deberían ser de 100 mm de diámetro.
Con esto se consigue minimizar las vibraciones laterales de la hoja de la sierra circular.
Este dato es de suma importancia. Mucha gente no lo toma como una referencia importante. A veces tampoco tienen en cuenta la adecuada limpieza de estos platos, con los problemas consiguientes.
Con estos mínimos detalles no serán necesarios más ajustes a priori.
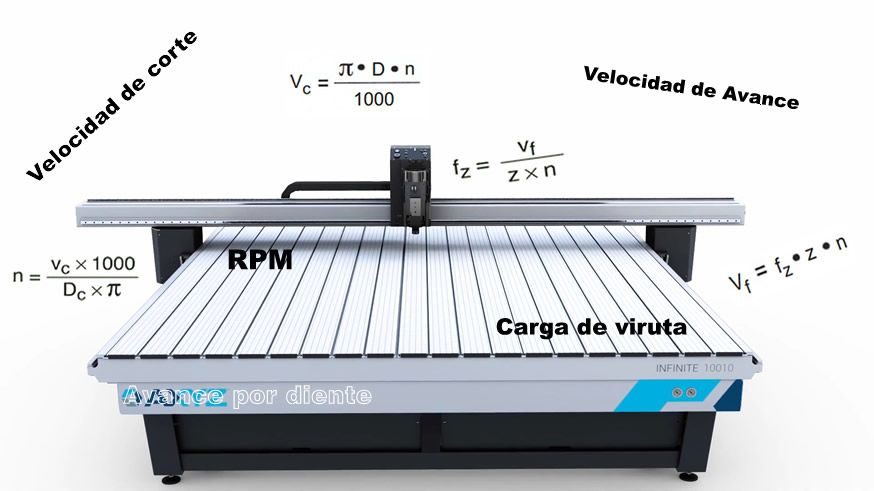
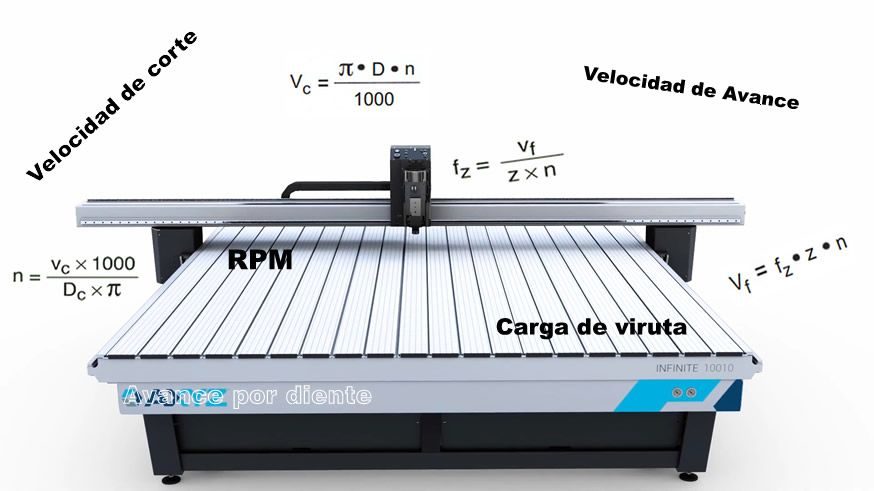
Parámetros.
Tenga en cuenta que al igual que cualquier tipo de herramienta, los discos de corte están fabricados para un propósito en particular. Por eso cada máquina necesitara la herramienta de corte adecuada.
En la industria de la madera el proceso con un disco de corte u hoja de sierra circular es unos de los procedimientos básicos. Este se utiliza para realizar cortes tanto longitudinales como transversales en las piezas de madera.

Diferentes diseños de disco de corte para madera
Durante el proceso de corte de madera con sierras circulares, se producen dos interacciones simultáneas:
- movimiento de rotación principal.
- desplazamiento lineal.
El disco de corte se mueve a una velocidad de corte constante (vc) siguiendo una trayectoria circular.
Durante el proceso de corte, el movimiento de rotación de (SB) y la velocidad lineal de avance (vf) crean un recorrido o curva plana.Esta estaría descrita por un punto de la circunferencia cuando esta rueda por una línea recta.
La velocidad de corte (vc) es varias veces mayor que el valor (vf).
Por consiguiente, cuando se realizan exámenes de cinemática de corte, una parte del corte en la madera se considera un arco circular (Cho y Mote 1979).
Otra circunstancia a valorar es la velocidad de giro crítica del disco de corte o hoja de sierra circular.
Esta velocidad representa la velocidad de rotación máxima a la que el disco de corte circular es sometido en una fase estable.
Después de superar esta velocidad crítica, el disco corte madera no puede aguantar resistencias transversales y se vuelve inestable. Esto se expresa, entre otras cosas, con un aumento de vibraciones y del nivel de ruido.
El conocimiento de los fenómenos de interacción de la hoja es muy importante para optimizar el proceso del mecanizado.
Estudios.
El desarrollo del corte idóneo dependerá de distintas circunstancias. Si estas no se dan bien, pueden dañar considerablemente los productos finales. Estas incluyen la calidad de corte de la superficie trabajada, la firmeza del proceso de corte y el nivel de ruido (Prokeš 1982).
La mayoría de los estudios de parámetros que influyen en las fuerzas de corte y los requisitos de potencia se han realizado con humedad constante de la madera (Konishi 1972; Steward 1984; Aquilera y Martin 2001; Bučar y Bučar 2002).
El nivel de ruido en el proceso de corte no afecta el proceso que genera la viruta, pero afecta sustancialmente la calidad de vida y seguridad del operario.
Por consiguiente, hay una necesidad de descartar todo riesgo latente al que estén expuestos cualquier trabajador.
El conocimiento mutuo.
Las inflexiones de los factores comentados sobre el proceso de corte idóneo establecen un esfuerzo.
Además, se deben de ajustar los valores óptimos mientras se congelan los costos del proceso. Y se maximiza la eficiencia, la seguridad y la salud del operario en el trabajo.
Tiempo atrás, la industria de transformación de la madera no tuvo en cuenta que la velocidad de giro del motor de la máquina y la mecanización de la operación aumentan el nivel de ruido.
Además, una acústica en la construcción imperfecta de las paredes externas del lugar de producción, hace que el nivel de ruido aumente.
Hasta hace muy poco, el diseño de la herramienta se centraba principalmente en el rendimiento y en la calidad de la superficie mecanizada.
Por lo tanto, se había obviado que la herramienta de corte es la fuente principal de ruido.
El ruido: ese molesto enemigo.
Así, un cambio adecuado en los diseños de la hoja de acero del disco sierra circular, afectarán de forma considerablemente al nivel y frecuencia del ruido.
El diseño del cuerpo del disco sierra circular tiene como objetivo reducir niveles de ruido usando distintas formas de ranuras. Tanto en la periferia como en la cara plana de la hoja.
La diversificación de las ranuras afecta los parámetros de resistencia del cuerpo de la hoja para contener la estabilidad y la seguridad durante el corte.
Ahora hablaremos desde un punto de vista fisiológico del efecto del ruido en las personas. Así, sabemos que después de prolongadas exposiciones en entornos con niveles de ruido aproximadamente 85 a 110 dB , puede que una persona sufra pérdida de audición (Janoušek 2005; Žiaran 2005).
El estudio experimental.
El propósito de este informe ha sido definir la influencia del número de dientes en un disco de corte para madera, aluminio, metal, etc..
-Nivel de ruido durante el corte transversal en madera de haya con un disco de corte u hoja de sierra circular.
El corte transversal se realizó con hojas de sierra circular a una velocidad de corte estable (vc = 62 m / s) y fuerza de avance de (Fp = 75 N).
Material para el estudio.
Se utilizaron piezas de haya europea (Fagus sylvatica L.) de la región de Poľana, pequeña cadena montañosa en el centro de Eslovaquia, para el estudio.
Se realizaron muestras aserradas radiales con madera de haya de 30 mm de espesor, con varios anchos.
Los listones se escogieron de forma que tuvieran los mínimos nudos y desperfectos posibles y que sus características fueran lo más homogéneas posibles.
Posteriormente, tras serrar el ancho y retestar el largo, los listones se secaron y se acondicionaron a una humedad de 12 ± 2% según los siguientes parámetros.
Material a cortar y condiciones:
Humedad relativa (ϕ) = 65 ± 3% y temperatura (t) = 20 ± 2 ºC. Por lo que estaba todo listo para procesos adicionales de ecualizaciones, aumento y acortamiento.
La cantidad de piezas fueron entre 60 a 80 listones. Se cortaron en dimensiones de 25 × 100 × 1,000 mm (grosor, ancho y longitud).
La cantidad de piezas de prueba se especificó según la vida útil del corte de la herramienta.
Las dimensiones de las muestras para el estudio experimental, se diseñaron con respecto a la función de la maquinaria y condiciones de corte. De manera que permitiera la recopilación de datos.

Una visión general de las secciones transversales de las muestras de madera.
Las tablas se cortaron con una sierra ingletadora deslizante, GCM 10S PROFESSIONAL.
(Robert Bosch GmbH, Alemania). Consulte la tabla 1 para los parámetros técnicos de la sierra.
Tabla 1. Parámetros de la sierra ingletadora para el corte.
| Bosch GCM 10S Professional | Parametros |
| Potencia (W) | 1,800 |
| Frecuencia de rotación inactiva (min-1) | 4,700 |
| Capacidad de corte a 45° (mm) | 87 x 216 |
| Capacidad de corte a 45° inclinable (mm) | 53 x 305 |
| Movimiento ajustable cabezal ángulo izquierda / derecha | 52/62 |
| Inclinacion ajustable angulo izquierda | 47 |
| Diametro exterior maximo de la hoja de sierra | 254 |
| Diametro del plato de apriete | 75 |
| Diametro del eje de la hoja de sierra circular | 30 |
Se utilizaron tres discos de corte para madera con una calidad TOP de la marca EXTOL (República Checa). Con diámetro de 250 mm y un espesor de 2,2 mm, con placas de carburo de tungsteno.
Se podrían haber utilizado hojas de sierra de acero al cromo vanadio (CV). Pero como se sabe las hojas de sierra de metal duro tienen una duración entre 30 y 50 veces mas que las de CV.
Métodos incorporados en la prueba.
El medidor de ruido digital SL – 4011 fue el elegido (Lutron Electronic Enterprise Co., Taiwán).
Este utillaje es utilizado para medir los niveles de ruido.
El nivel sonoro del disco de sierra circular para cortar madera se definió según norma ISO 9612 (2009).
La apropiada evaluación del nivel de ruido durante el desarrollo del corte transversal se realizó en fase inactiva y con carga en marcha (cortando).
El aparato digital SL – 4011 se puso sobre un trípode independiente a 100 cm del disco de corte para madera. Y aproximadamente 150 cm sobre la superficie, justo en la zona de trabajo del operario.
La configuración se realizó automáticamente. Según el modo de medición, con el valor requerido de exposición al ruido de la máquina en funcionamiento.
Este valor se incluye dentro del «Valor operativo superior de la exposición» dentro de LAEX, (LAEX – nivel de ruido normalizado exposición) valor de 80 a 137 dB (A) durante 8 h.
El signo «(A)» significa una ponderación A, que es definida en la norma internacional IEC 61672 (2003) relativa a la medición de nivel de presión de sonido.
La aprovacion «(A)» se aplica a los niveles de sonido medidos por el instrumento en un esfuerzo para determinar la sonoridad relativa percibida por el oído humano.
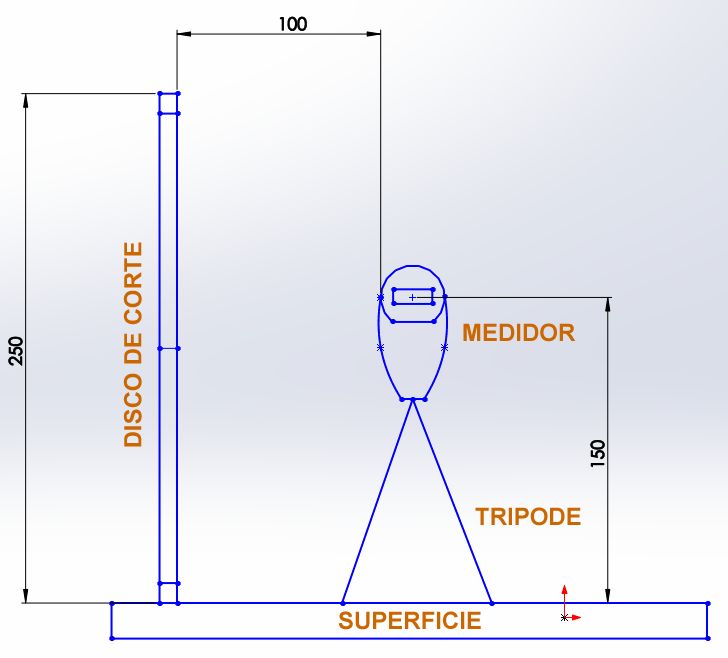
Ilustración de la medición del nivel de ruido de la hoja de sierra: (1) disco de corte para madera, (2) aparato para medir el nivel de ruido, (3) trípode.
Se puso en marcha el motor de la ingletadora, y se inicio el giro del disco de corte para madera.
Los valores de ruido medidos se evaluaron mediante ANOVA,ANalysis Of VAriance, desarrolladas por el estadístico y genetista R. A. Fisher en los años 1920 y 1930.
Afilado durante la prueba.
Se tuvo que afilar el disco de corte cuando la sierra empezó a quemar la madera.
El microscopio digital DMBA 210 PC / ∞ (Motic, China) con cámara incorporada, fue el encargado de avaluar el desgaste de las placas de carburo de tungsteno del disco de corte.
En cada disco corte madera, se analizaron los 3 modelos de discos sin realizar ningún corte. Esto con la intención de ver que el estado de los filos era de las mismas características del acabado inicial.
Posteriormente, fueron seleccionados y marcados (6 dientes para el disco de Z:24, 10 dientes para el de Z:40 y 15 dientes para el disco de corte de Z:60).
Finalización de los cortes.
Finalizados los cortes, se volvieron a visualizar en el microscopio las placas marcadas para su análisis de desgaste. Sobre estos valores iniciales, se calculó la media de los valores adquiridos.
La cantidad de cortes determina los cortes hechos con el disco de corte sin mostrar señales de deterioro en los filos.
Durante esta fase, el disco de corte no necesita acondicionamiento del filo. Es decir, la vida útil del filo de la herramienta de corte entre dos reafilados.
Una vez alargado al máximo el filo, el desgaste comenzó a aumentar significativamente. Por tanto su uso no fue adecuado para un rendimiento y acabado óptimo del disco de corte.
Resultados del análisis.
Los resultados fueron medidos para los discos de corte individuales con un número de dientes de 24, 40 y 60. Está claro que los niveles más altos de ruido se produjeron para el disco de corte de madera de Z:24.
No se produjeron diferencias significativas en el nivel sonoro con los discos de corte para madera de Z:40 y Z:60 . Se realizaron 6.380 cortes.
Al principio de las mediciones, con la sierra circular de 24 dientes, el valor del ruido en marcha inactiva fue de 95.5 dB (A).
El nivel de ruido promedio del primer corte fue de 97.9 dB (A). En cuanto al último tramo de los cortes, el nivel de ruido medio fue de 105.9 dB (A).
Esto representa una estadística del aumento significativo del nivel sonoro del disco para madera.
El nivel de ruido fue creciendo de 0 a 3.000 cortes exponencialmente.
Seguidamente, el nivel sonoro no varió. Esto se puede apreciar en la porción lineal de la gráfica de los 3.000 a los 6.000 cortes. Después si se produjo un aumento del ruido en los 7.600 cortes.
El disco de corte se frenaba al cortar cuando llego a los 7.600 cortes. Y evidentemente salia humo de las tablas de madera de haya y fue necesario afilar.
En este número cortes, la diferencia en los valores de nivel de ruido promedio entre el primer y el último corte en 8 dB.
Análisis medio del nivel de ruido del disco de corte para trabajar la madera en función del número de cortes.
Discos circulares para madera con varios números de dientes.
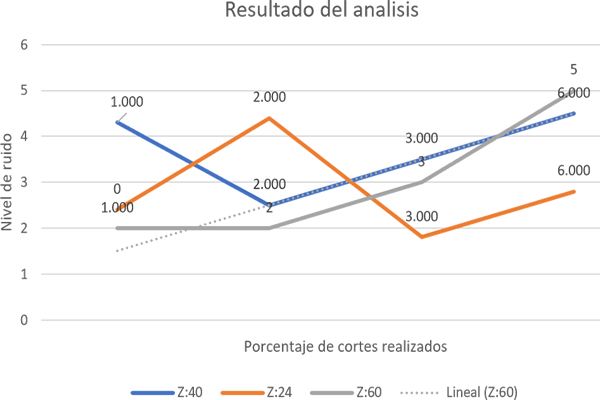
Al comienzo de las mediciones para la sierra circular de Z:40 dientes, el valor de ruido de marcha inactivo fue de 96.3 dB.
El nivel de ruido promedio del primer corte fue de 97.3 dB . Mientras que en el corte final, el nivel sonoro fue de 105.1 Db.
Esto representa una importante diferencia.
El nivel de ruido aumentó gradualmente de 0 a 1.600 cortes.
Posteriormente, se hizo lineal aproximándose a los 6.000 cortes.
Se observó un incremento estadísticamente significativo de 6.200 a 11.600 cortes. Luego aumentaron significativamente hasta 12.200 cortes.
La hoja de sierra circular se detuvo en 12.200 cortes, ya que las piezas de madera aparecían quemadas porque el disco no cortaba nada. Incluso salia bastante humo.
Con los 12.200 cortes realizados, la diferencia en los valores de nivel sonoro promedio entre el primer y el último corte a 7.8 dB (A).
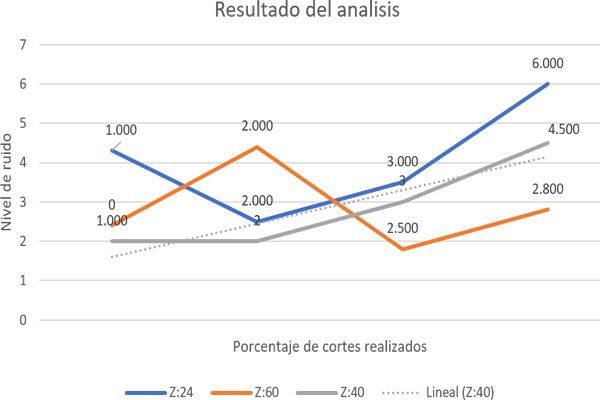
Al inicio de las mediciones con el disco de 60 dientes, el nivel de ruido en marcha inactiva tuvo un valor de 96.2 dB.
El primer average de nivel de ruido durante el corte fue 97.0 dB. Mientras que, a la terminación del corte, el nivel sonoro medio fue de 104.2 dB.
La medición.
Esta medición reveló un calculo concluyente significativo.
El nivel sonoro aumento de 0 a 2.800 cortes.
Posteriormente, el nivel sonoro no provocó cambios concluyentes hasta que se llego a realizar 7.000 cortes. Después aumentó hasta llegar a los 8.050 cortes.
El análisis con este disco de corte se tuvo que detener en los 8.500 cortes. Fue imposible seguir tomando mediciones.
En los 8.500 cortes, la diferencia del nivel de ruido promedio entre el primer y el último corte fue de 7.2 dB.
Estudios previos.
En pruebas anteriores publicadas por Goglia (2001), Cho y Mote (1979) o Svoreň (2012), comparando discos con ranuras anti-sonoras y sin ranuras, el nivel de ruido promedio, durante un corte transversal, fue de un rango de 93 dB a 104 dB.
Los resultados alcanzados con este estudio también estuvieron dentro de este rango.
Badida et al. (2010) exploraron el nivel de ruido ambiental con discos de corte sobre otros materiales.
Su descubrimiento confirmó nuestros resultados.
La hoja de sierra, a pesar de sus modificaciones anti-ruido y otras medidas, exhibirá un nivel de ruido superior al valor de exposición operativa superior LAEX de 85 dB durante 8 h.
Por consiguiente, hay que adoptar medidas para proteger la audiencia de conformidad con la Directiva del Parlamento y del Consejo n. 2003/10 / ES. Autores como Heisel y Kuolt (2004) ya habían llegado a esta conclusión.
Como se muestra en la siguiente figura, para sorpresa de todos, el disco de corte para madera que obtuvo un rango de vida útil más prolongado fue el disco de Z:40 dientes.
Paradójicamente, el disco de corte con 60 dientes. produjo menos cortes. Ya los laterales de las placas se embozaron de resina dejando de cortar antes que el disco corte madera de 40 Z.
Este hecho se explica porque un disco de corte para madera u otro material, al tener un numero de dientes mayor se suele utilizar para cortes en materiales delgados.
Por tanto, la siguiente regla se aplica.
-Sobre materiales más duros, el disco de corte debe tener un mayor número de dientes.
Esto es porque con un número mayor de dientes y una velocidad de corte adecuada, el corte se hace más exacto y limpio.
Sin equívoco, la vida de corte menor y un desgaste más rápido, ocurrió con el disco de corte de 24 dientes.
Este dato puede explicarse porque las hojas de sierra circular con un menor numero de placas de corte (mayor distancia entre diente y diente), se utilizan para cortes sobre materiales más gruesos.
Por ello, los discos de corte con pocos cortes se suelen utilizar en maderas blandas y cortes longitudinales, donde el sobrecalentamiento es menor.
Desgaste del filo en función del número de dientes de la hoja sierra circular.
Al final, el disco de corte para madera de 40 dientes fue el ganador para el corte transversal sobre madera de haya en una sierra ingletadora.
Este disco de corte para madera proporciona la mejor proporción entre la durabilidad del corte y el embozamiento de las placas de corte del disco.
Pernica y Rousek (2001) establecieron que el disco de corte con Z: 60 tiene sobre un 10% más de durabilidad que el disco de corte con Z:72 dientes.
Incluso con los resultados de este experimento se confirmó que el disco con Z:40 es de aproximadamente un 35% mayor duración que el disco de corte de Z:60.
Conclusiones finales.
- Sobre la base de los resultados, la influencia del número de dientes de la hoja de sierra en el nivel de ruido durante el aserrado puede considerarse estadísticamente significativa.
Concluimos que para discos de corte con menor número de dientes, el análisis de los valores resultantes de ruido fueron mayores.
- Para discos de corte para trabajar la madera con 40 y 60 dientes, observamos que no hay diferencia significativa en el promedio de ruido.
Solo se vió una diferencia después de 6.400 cortes. Y vimos como la diferencia en los valores medidos de nivel de ruido aumentaron con un número mayor de dientes.
- En cuanto a la vida útil del filo, el disco de corte con el menor número de dientes tenía una vida sustancialmente más corta.
Esto se vio reflejado en las quemaduras en los cantos de la madera.
La vida útil más prolongada de los filos se encontró en los discos de 40 dientes.
Para este modelo de disco de corte, las áreas quemadas causadas por el embotamiento de los dientes comenzaron a notarse después de 12.200 cortes.
En el caso del disco de Z:60, no aparecieron áreas quemadas después de 8.000 cortes en la medida en que aparecieron con la hoja de 24 dientes.
Fuente: Department of Wood Processing, Faculty of Forestry and Wood Sciences, Czech
University of Life Sciences in Prague, Kamýcká 1176, Praha 6 – Suchdol, 16521, Czech Republic;
b: SOLIDSTAV Co. Ltd., Kukučínova 9, Košice, 04001, Slovakia;

{kind=link}