Herramientas de carpintería para madera.Como afilarlas-Parte 3

Afilado de herramientas para madera (1)
25 abril, 2017
Afilado de herramientas para carpintería de madera-Parte 2
27 abril, 2017
Afilado y Mantenimiento en las herramientas de carpintería para madera y sus derivados.
Para evitar daños al material de corte por sobrecalentamiento o fisuras se debe utilizar lubricantes refrigerantes al reafilar las herramientas de carpintería industrial de corte.
¡ No se recomienda afilar las sierras circulares, cuchillas, brocas, fresas para madera en seco ! Con el fin de evitar fallos por fatiga se debe observar que los radios del cuerpo de la herramienta no cambien.
-
Herramientas de carpintería con calidades HL, HS ( HSS ), ST ( Estelite ) y HW ( HM, metal duro, carburo de tungsteno o widia ) ( placas soldadas o cuchillas con amarre por cuñas – cabezales – portacuchillas ).
Las herramientas de carpintería industrial de HW (HM) se afilan con muelas o piedras de diamante.
Todos los otros materiales se pueden afilar con muelas de corindon o CBN (Borazon).
-
Reglas básicas:
-Limpiar cuidadosamente las herramientas antes del reafilado.
-Observar las tolerancias de concentricidad admisibles. ¡¡ controlar con reloj comparador!!
-Salida del precortador sobre el corte escariador: 0,3-0,5 mm, en las herramientas de avance manual la salida máxima de corte no debe exceder mas de 1,1 mm sobre el limitador.
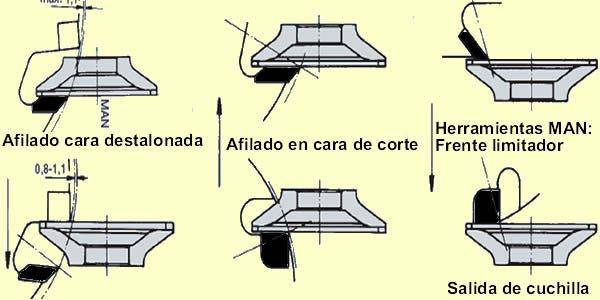
Herramientas con calzado radial
- Fresas para ranurar con o sin precortador: Estas herramientas son afiladas siempre en la cara destalonada.
- Fresas para cantear, galcear y biselar: Estas herramientas se reafilan en la cara del corte escariador y del precortador para no alterar el ancho de corte.
- Fresas para perfilar: La forma de las pastillas depende de diferentes factores, como material de corte, profundidad de perfil, etc…
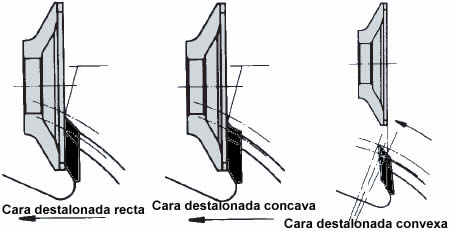
La cara destalonada puede estar definida por tres diferentes características de diseño, el cual depende del objetivo de la aplicación: cóncava, recta y convexa.
Para fresas para perfilar con cara destalonada recta o cóncava se lleva a cabo el reafilado paralelo a la cara. En las fresas para perfilar para avance manual, se debe colocar el limitador a una distancia máxima de 1,1 mm del corte.
El reafilado siempre se lleva a cabo en la cara de la herramienta, no en el perfil, salvo excepciones necesarias.
-
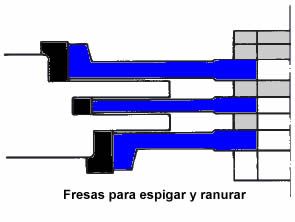
Fresas HS ( HSS ) para espigar y ranurar
La geometría especial de las pastillas garantiza profundidades de galce constantes, si la misma cantidad es afilada de la cara de cada pastilla y rebajada paralelamente.
Observar la sobresalida del corte de 1,1 mm máxima admisible para herramientas de avance manual.
Debido a esta geometría especial es necesario reacomodar el ajuste después de varios reafilados. Esta corrección es posible de manera fácil y rápida usando juegos de anillos separadores.
-
Juegos y conjuntos de fresas
El afilado de las herramientas individuales se puede efectuar según las reglas explicadas en los puntos anteriores.
La cantidad de rebaje esta determinada por la fresa con el mayor desgaste.
Para mantener el perfil original de la pieza a trabajar se deben reafilar todas las fresas rebajando la misma cantidad.
-
Herramientas con placa soldadas de diamante DP ( DIA )
El reafilado de las herramientas de corte de diamante solo es posible realizarlo sobre la cara destalonada.
Para ello se necesitan maquinas con dispositivos especiales.
El reafilado se puede realizar por esmerilado o por diferentes tipos de procesos de erosión.
Para el control se requieren dispositivos especiales de medición.
Los trabajos de reparación en herramientas DP ( DIA ) solo se pueden efectuar en servicios de afilado que disponen del equipamiento especial. Y también por supuesto en las plantas de producción de los fabricantes de herramientas de corte para trabajar la madera y sus derivados.
-
Sierras circulares – Discos de corte con placas soldadas con HW ( HM-Metal Duro-Widia )
General: En la actualidad se reafilan las sierras circulares de metal duro exclusivamente en afiladoras automáticas.
Ya es imaginable afilarlas de forma manual en maquinas universales por razón de calidad y rentabilidad. Las afiladoras automáticas trabajan con el método de afilado profundo y están equipadas con dispositivos de afilado en húmedo.
 Los requisitos técnicos de muchas afiladoras automáticas facilitan el reafilado de todo tipos de dientes convencionales y también especiales. Lo hacen en una sola pasada, en una sola rotación por la cara y la cara destalonada.
Los requisitos técnicos de muchas afiladoras automáticas facilitan el reafilado de todo tipos de dientes convencionales y también especiales. Lo hacen en una sola pasada, en una sola rotación por la cara y la cara destalonada.
Antes de afilar las sierras circulares es recomendable limpiarlas. Existen productos de limpieza muy eficaces que no oxidan el cuerpo de la sierra circular como el desengrasante Formula 2050 de CMT.
Mantenimiento y reafilado. Primeros Pasos:
Rebajar el cuerpo: En las afiladoras automáticas para sierras circulares solo se debe trabajar el metal duro con la muela de diamante. Por ello es necesario, rebajar el cuerpo en la cara destalonada.
Para no afectar la estabilidad de los dientes demasiado, la salida de la pastilla sobre el cuerpo no debe exceder de 0,2 mm ( con SB <3,2 mm ) o 0,5 mm ( con SB > 3,2 mm ).
Reafilar: Es absolutamente necesario reafilar las sierras circulares o discos de corte HW ( HM ) en la cara y en la cara destalonada o periferia de la sierra ).
Según experiencias el rebaje mínimo en la cara no debería quedar por debajo de 0,05 mm y 0,2 mm en la cara destalonada.
Si no se quitan los redondeados del desgaste totalmente por el afilado, la duración del rendimiento bajara considerablemente.
Las instrucciones de manejo de las afiladoras automáticas explican los trabajos de ajuste necesarios en la maquina.
El ajuste del espesor de la sierra es muy importante,filos asimétricos dan lugar a un corte inexacto.
Mantenimiento y reafilado. Consejos:
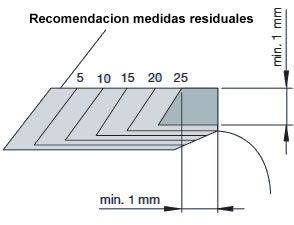
Altura y espesor residual del diente: Al alcanzar una altura residual de 1 mm, medida en el anclaje de la pastilla es necesario retirar esta sierra del servicio por razones de seguridad y acabados del material trabajado.
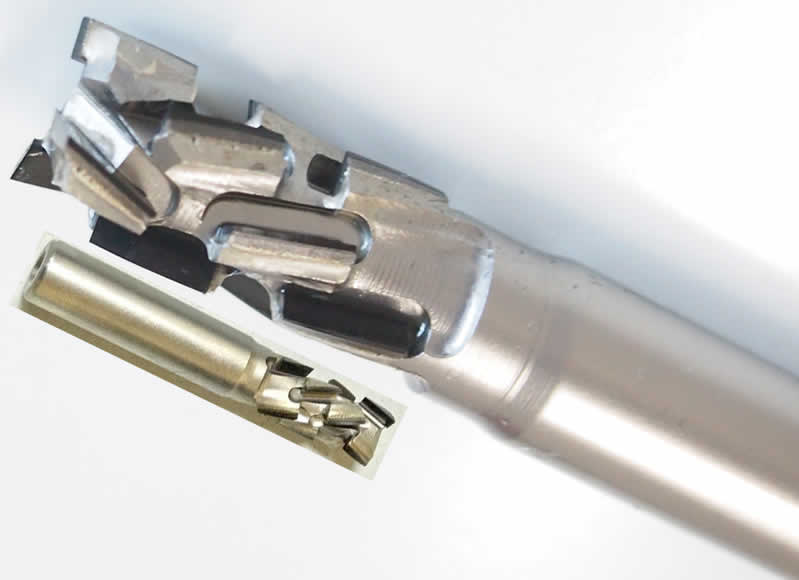
Replaquetar: Normalmente en los talleres de afilar y en los fabricantes de herramientas de corte existe la posibilidad de reponer pastillas HW ( HM ) dañadas de sierras por nuevas.
El soldado se efectúa por recalentamiento inductivo usando la soldadura y el fundente apropiado.
Para poder usar los medios auxiliares adecuados, es necesario conocer la composición del metal duro y del material de cuerpo de la sierra.
Se recomienda al usuario de no efectuar tales trabajos de reparación por si mismo.
Rectificar y tensionar: Rectificar significa» allanar » la sierra circular, es decir eliminar cualquier irregularidad.
El tensionado de la sierra normalmente da a lugar a una deformación perdurable o a una » distensión » de la parte central de la sierra.
Con frecuencia se realizan ambos procesos juntos; son un requisito necesario para garantizar el funcionamiento de las sierras circulares.
De esta manera es aconsejable controlar la llanura y la tensión de las sierras durante todo el ciclo de reafilado o corregirlas, si es necesario.
Últimos detalles:
Tenemos que recomendar este proceso sobretodo para sierras de corte longitudinal, por ejemplo en sierras múltiples. Pero también en sierras de corte fino o sierras de corte de melamina. Esto es así porque estas están muy cargadas y la tensión puede cambiar con el tiempo. Y ello puede causar incluso grietas o la destrucción de la sierra circular.
Al rectificar y tensionar es necesario observar que el diámetro de la brida de sujeción esta adaptado al diámetro de la sierra.
Esta adaptación esta determinada en DIN 8083. La recomendación general para el diámetro de la brida de sujeción de una sierra circular es la siguiente: este debería ser por lo menos un cuarto o un tercio del diámetro de la sierra.
Ejemplo: Sierra de 300 mm de diámetro = brida de 100 mm de diámetro.
En el siguiente post seguimos y acabamos ya con el mantenimiento y afilado de las herramientas de corte.

{kind=link}