Como afilar las herramientas para madera-Parte 4

Afilado de herramientas para carpintería de madera-Parte 2
27 abril, 2017
Polvo y virutas en máquinas para trabajar la madera
6 mayo, 2017
Afilado y Mantenimiento en las herramientas para madera y sus derivados – Parte 4.
Mantenimiento y reafilado de herramientas para trabajar la madera.
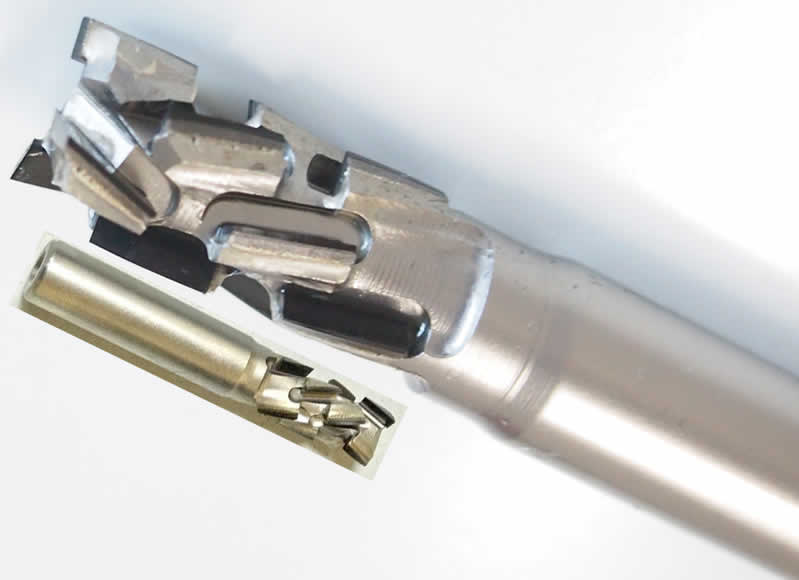
Trituradores:
Los trituradores están compuestos por una sierra circular de metal duro o diamante y un cuerpo de fresado con varias sucesiones de corte. Ambas partes están atornilladas al cuerpo principal de la herramienta.
- Convencionales: Este tipo de triturador se debe afilar en la cara destalonada. Y de vez en cuando también en la cara a fin de mantener la relación de diámetro entre el disco de sierra y cuerpo de fresa.
- Debido al constante paso entre los dientes y al bisel discurriendo uniformemente desde un filo de corte al otro es posible y razonable realizar el afilado en una afiladora automática. Para ello se requiere un dedo, uña o empujador especial de avance así como una sujeción especial.
- Trituradores de segmentos: El afilado se puede efectuar en los segmentos montados en el cuerpo en la maquina de afilado convencional para afilar. O después de desmontarlos del cuerpo en un dispositivo especial de afiladoras automáticas para sierras ( igual que una sierra circular con placas de MD ( HW- HM – WIDIA ).
- Los trituradores compactos: Estas herramientas con placas soldadas en diamante policristalino DP ( DIA ) se afilan en las tres caras destalonadas ( lado lateral, bisel y perímetro ) en maquinas especiales.
- Si la herramienta esta sujetada en bujes Hydro durante la operación de afilado y rectificado, es necesario efectuar el reafilado también bajo estas condiciones.

Herramientas para trabajar la madera Triturador de diamante
Cabezales Portacuchillas:
Observar los siguientes puntos al montar las cuchillas.
- Limpiar todas las áreas de tope del cuerpo, de las cuchillas así como elementos de sujeción.
- Apretar los tornillos de sujeción desde el interior hacia el exterior ( con mayores anchos de corte ).
- Ajuste de las cuchillas mediante calibrador y reloj indicador ( con cuchillas para cepillar madera ).
- No apretar los tornillos con una llave alargada.
- Colocar los precortadores en el tope y atornillarlos.
- Realizar el montaje en mandriles apropiados ya que de otra manera existe el peligro de distensión.
- Nunca modificar los alojamientos de las cuñas o las cuñas mismas en los cabezales.
- Controlar la igualdad de peso de las cuchillas. Es necesario si o sí, afilar las cuchillas por juegos y a la misma vez. Cuando hay que afilar la cuchilla por la cara, existen en el mercado platos imantados para poder sujetar las cuchillas de carburo de tungsteno. Así se montarán las cuchillas siempre por parejas y con el mismo peso y evitamos desequilibrios de las herramientas de corte.
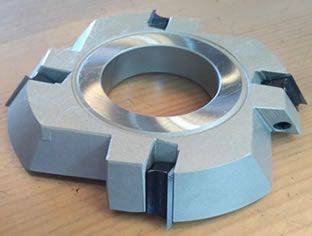
Herramientas para trabajar la madera Cabezal portacuchillas
Las cuchillas para cepillar en ejecución HL y HSS
Las cuchillas para madera y sus derivados en calidades HSS y HW (HM) se afilan en la cara destalonada según el ángulo dado.
Con cuchillas calzadas o placas de carburo de tungsteno soldadas al cuerpo de acero para maderas o tableros abrasivos se puede rebajar el ángulo de salida en el material del cuerpo en 5 o 10º comparado con los cortes de metal duro para evitar que la muela de diamante toque con el cuerpo de acero al afilar el metal duro.
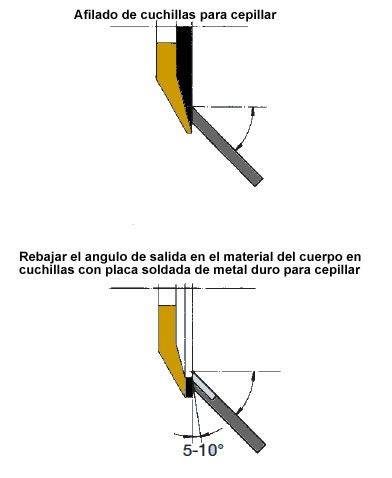
Herramientas para trabajar la madera. Cuchillas para madera
Al afilar las cuchillas para cepillar madera es necesario observar los limites de medidas admisibles, en especial la sujeción de longitud mínima. Con una longitud mínima de 15 mm y una salida radial de la cuchilla 1,5 mm, la altura máxima de la cuchilla es de 18,5 mm ( con un ángulo de ataque de 27º) o de 19,5 mm ( con un ángulo de ataque de 35º). Los cabezales tipo Hydro tiene una salida radial de la cuchilla de 4 mm. Con la misma longitud mínima de sujeción, la longitud mínima, la longitud mínima de cuchilla es de 21,3 mm.
Con cuchillas para cepillar de metal duro ( widia ) hay que considerar adicionalmente la altura de la pastilla. No se debe quedar por debajo de una altura mínima de 4 mm.
Cuchillas perfiladas, herramientas para trabajar la madera:
El afilado de las cuchillas perfiladas se efectúa en el perfil de la cara destalonada. Es necesario observar las zonas de reafilado admisibles y las alturas mínimas de sujeción de las cuchillas.
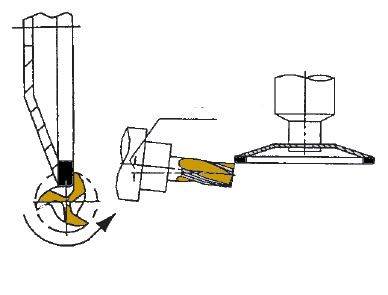
Herramientas para fresas CNC-pantógrafos-router
Fresa helicoidales HS (HSS) y HW (HM-Metal duro-Widia)
Estas herramientas de corte para trabajar la madera y sus derivados se fabrican en dos ejecuciones: como fresa de acabado, principalmente para la elaboración de acabado con rebaje de viruta de max. 1-3 mm. Y como fresa de desbaste, exclusivamente para altos rendimientos de fresado.
Las fresas de desbaste se afilan solamente en la cara debido a su perfil especial. Las fresas de acabado se pueden reafilar adicionalmente en la cara destalonada.
Fresas para fresadoras – router de varios cortes rectos:
Las fresas rectas que habitualmente se utilizan para fresadoras o router o también en maquinas CNC, se afilan sobre la cara de la placa de metal duro. Es aconsejable afilar por el frontal de la fresa para sacar unas aristas vivas para tener un rendimiento de la fresa óptimo.
En caso de desportillados grandes, se puede afilar la fresa sobre la cara destalonada ( diámetro ) hasta el próximo diámetro nominal posible. En este caso es necesario rebajar ( destalonar ) el cuerpo por lo menos 0,8 mm.
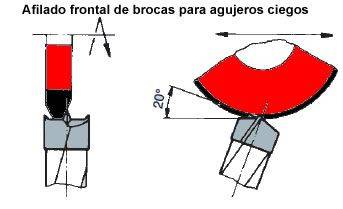
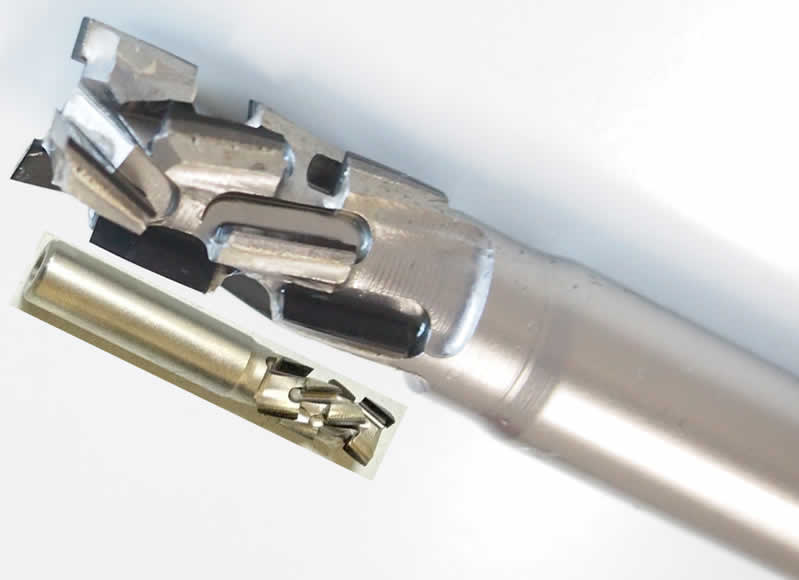
Brocas para madera y aglomerado con placa soldada para realizar agujero ciego:
Para obtener alta concentricidad, colocar las brocas en pinzas elásticas para afilarlas.
Las brocas HW ( HM ) para realizar agujeros ciegos se afilan en una pasada en el corte escariador, en la punta de centraje y en el precortador con una muela perfilada de diamante. Es necesario mantener exactamente las medidas de salida de la punta de centraje y del precortador sobre el corte escariador. Las muelas de afilar perfiladas de diamante están disponibles para todos los diámetros de uso corriente.
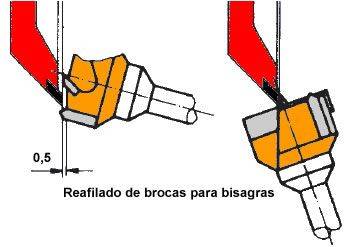
Brocas para bisagras con placa soldada (brocas Forstner):
Colocar las brocas para bisagras en pinzas de sujeción elásticas para afilarlas con garantías. La punta de centraje y el precortador se afilan de una pasada. Antes de afilar el corte escariador en la cara destalonada preste atención a que se mantenga la salida aprox. 0,5 mm de la fresa sobre el cuerpo.
La salida del precortador sobre el corte escariador es de 0,3 – 0,5 mm. Fresas con mayor desgaste se pueden reafilar también sobre la cara. Sin embargo se debe afilar la cara a lo máximo hasta el centro de la broca.
Y con este acabamos nuestra serie de post sobre afilado y mantenimiento de las herramientas de corte para trabajar la madera.

{kind=link}
{kind=link}
{kind=link}