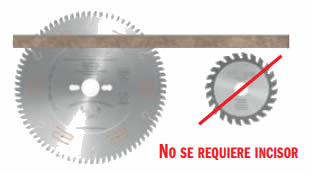
Sierra circular para realizar cortes diagonales y rectilíneos en melamina.
Para cortes exigentes de tableros de melamina recubiertos para conseguir un acabado inmejorable sobre ambos lados del material, extraordinaria maleabilidad del corte para evitar realizar esfuerzos extras al cortar.
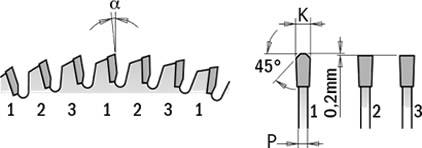
El ángulo de corte negativo de la hoja circular asegura que las fuerzas de corte trabajen en contra de la fuerza del avance causando menos astillamientos al canto de corte en el lado de salida de la sierra.
Con este tipo de sierra se requiere una mayor aumento de ataque al cortar que con una sierra circular con dientes de ángulo positivo.
Pero por su parte suele dejar un mejor acabado cuando no se dispone de disco de sierra incisor.
Ángulo de las sierras circulares
El ángulo de ataque, también denominado ángulo de inclinación, es el término utilizado para describir la dirección de los dientes de la sierra, en comparación con la rotación y el eje central de una sierra circular.
Si te imaginas una línea que va desde el centro exacto de la hoja (o eje), a cada diente, teniendo el frente del diente (la parte que corta a través de la madera que estás cortando primero) directamente en esa línea sería un grado cero Ángulo de ataque.
El ángulo de ataque de la sierra se describe en comparación con la línea imaginaria.
La misma línea que pasa a lo largo de toda la superficie de la hoja de sierra es el diámetro de la hoja de sierra circular.
Un ángulo de ataque positivo significaría que los dientes están inclinados más hacia el ángulo de rotación, mientras que un ángulo de ataque negativo significaría que están inclinados hacia atrás, alejándose de la dirección de rotación.
Positivo
Cuanto mayor sea el ángulo de gancho ataque, más agresivamente cortara la sierra el material.
Esto es ideal para obtener cortes de material mas rápidos y fluidos.
Los ángulos de corte excesivos pueden hacer que los dientes astillen la madera o tableros que está cortando, especialmente cuando el corte transversal.
Por esta razón, los ángulos de ataque de más de 20 grados sólo se utilizan para trocear, no para el corte transversal.
La velocidad de alimentación también será alta, lo que significa que la sierra circular más probablemente tirara de la madera en la dirección del corte.
Negativo
Mientras que un ángulo de ataque positivo es excelente para trocear, un ángulo de incidencia negativo es mejor para el corte transversal.
La cara negativa del diente es mucho menos probable que cause astillas en la superficie de la madera, ya que está orientado en una dirección de contra-rotación.
Este tipo de ángulo de ataque también proporciona una oportunidad para controlar mejor su trabajo, ya que la sierra es mucho menos probable que intente tirar de la madera a través de la sierra o la hoja de sierra a través de la madera (dependiendo si está hablando de una sierra de mesa o una sierra de brazo radial).
El ángulo de de ataque negativo es bueno para hacer cortes de inglete en molduras arquitectónicas, cortar paneles de madera contrachapada o cortar materiales no de madera, como plásticos y metal.
Se recomiendan ángulos entre -2 ° y -10 ° para madera contrachapada, MDF, OSB, laminado, tableros de melamina y tableros de partículas derivados de la madera.
Los discos de corte con un ángulo de incidencia negativo no se cortara tan rápido como las que tengan un ángulo de incidencia positivo.
La velocidad de alimentación o la rapidez con que la cuchilla se deshace de los desechos y muescas cuando se corta a través de la madera es muy baja.
Esto aumenta las posibilidades de acumulación de calor, especialmente al cortar a través de maderas densas y gruesas.
Para evitar el sobrecalentamiento de la cuchilla en material grueso (más de 50 mm de espesor), haga una serie de cortes poco profundos, cada uno de los cuales está profundizando el grosor (corte, ranura cortada).
Esto es extremadamente fácil de lograr en una sierra de brazo radial, pero difícil en una sierra de mesa.
|
D
|
B
|
|
Z
|
K
|
CODIGO
|
|
160
|
20
|
|
56
|
2,2
|
281.161.56H*
|
|
165
|
20
|
|
56
|
2,2
|
281.166.56H*
|
|
220
|
30
|
|
63
|
3,2
|
281.063.09M
|
|
250
|
30
|
|
60
|
3,2
|
281.061.10M
|
|
260
|
30
|
|
64
|
2,5
|
281.065.11M*
|
|
300
|
30
|
|
72
|
3,2
|
281.073.12M
|
|
250
|
30
|
CROMADA
|
80
|
3,2
|
281.681.10M
|
|
300
|
30
|
CROMADA
|
96
|
3,2
|
281.697.12M
|
* Teflonados






























































































{kind=link}
{kind=link}